 Metalworking fluids are essential components of the manufacturing process that require upkeep and analysis. If left ignored, fluids can grow bacteria, split, gum-up machines, and damage costly parts or products. Fluid-associated costs can be minimized through proactive maintenance practices, some of which will be discussed in this article.
Metalworking fluids are essential components of the manufacturing process that require upkeep and analysis. If left ignored, fluids can grow bacteria, split, gum-up machines, and damage costly parts or products. Fluid-associated costs can be minimized through proactive maintenance practices, some of which will be discussed in this article.
Water-mix Coolants
80% of all problems with coolants can be related to concentration. A good rule of thumb is that an emulsion of 7% by volume coolant and 93% high-quality water (like DI water or RO water) will give you the best chance of extending the life of your sump. Maintaining this concentration requires daily top-off for the best results. Over time, the concentration in the sump will increase and the fresh emulsion added will need to be less than 7% to keep the sump regulated.
Concerns Regarding Concentration
|
Too Low
|
Too High
|
- Corrosion
- Bacteria/fungus growth
- Poor cooling/lubrication and faster part degradation
- Low pH
|
- Filter blockage
- Foaming
- Increased risk of dermatitis
- Residue
- Unnecessary over-usage of coolant
|
Visual inspection of water-dilutable fluids is important because operators can see if the emulsion is separated, discolored, or contaminated with tramp oils; all of which are problems that should be addressed for the best results.
Pictured here are two coolant samples. One of them (left) is highly contaminated with tramp oil while the other one (right) is slightly contaminated with tramp oil. However, only the sample on the right has an unacceptable amount of bacterial contamination, something that is not always easily spotted in a visual inspection. Lab analysis easily detects bacterial contamination and can help operators understand when a machine needs to be emptied and cleaned or when a better filtration system is required.
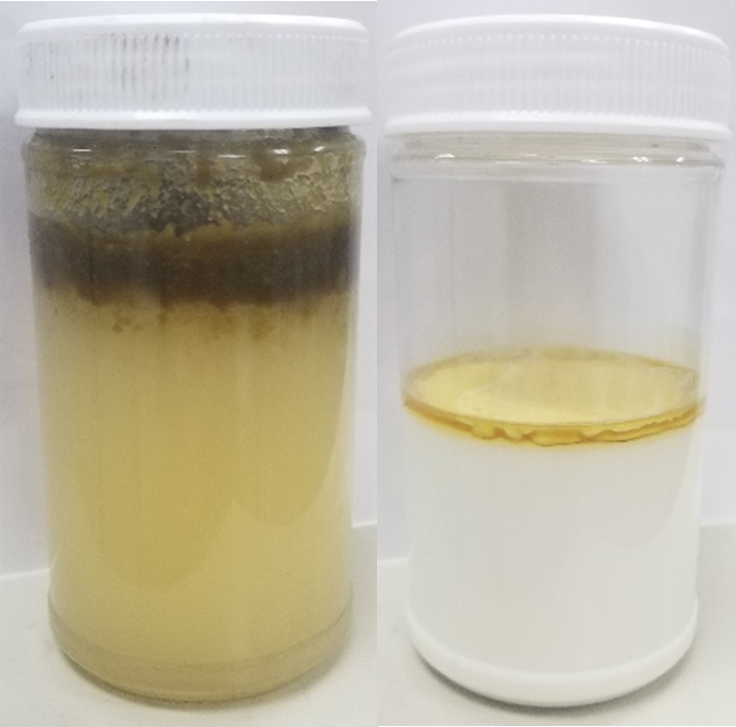
Coolant samples contaminated with tramp oil
Straight Oils
Solid particles, such as chips and fines, are a killer to any metalworking fluid but are especially bad for straight oils. They cause the fluid to age faster and cause damage to machines and parts. Using a filter to capture particles greater than 50 microns is sufficient for many operations but finer operations may require increased filtration.
Water and extraneous oils are also considered contaminants because they can alter a cutting oil’s viscosity, decrease its stability, and corrode parts. Before putting new oil into a machine, cleaning it completely of the old oil will help decrease this type of contamination and extend the usefulness of the new oil.
Excessive heat causes oxidation and darkening of the oil. Darkening does not necessarily correlate to decreased performance in cutting and lubricating oils but should be noted and may warrant lab analysis. Excessive heat can be managed by making sure the machine’s chiller system is maintained regularly and clear it of dirt and debris.
Lab Analysis
Straight cutting oils will thicken over time due to oxidation and contaminants. Lab analysis allows operators to be proactive in preventing the oil from getting so thick it causes damage to the machine and dramatically influences the cooling properties of the oil. This will ultimately impact tool life and surface finish of the part. By applying a standardized test method for viscosity, oil-thickening can be closely monitored, new oil can be ready to replace the old oil, and the cost of downtime and tool life can be minimized.
Lab analysis of water-mix coolants is also beneficial in diagnosing issues related to age or contamination. As discussed earlier, a visual inspection cannot detect all the markers of coolant degradation. Sending samples into the manufacturer’s lab can be useful in comparing the customer’s coolant to the records for that particular batch to reveal the most insightful data. Retain samples can be used to directly compare lab emulsions to what the customer is using and highlight any changes in pH, stability, corrosion, foam, etc.
Contact your Chem Arrow sales agent or distributor partner for help with maintaining your metalworking fluid.